The global pharmaceutical cannabis market is forecasted to grow at a compound annual rate (CAGR) of 104.2% from 2022 to 2028, with capital investments following suit. It's thanks to this rapid growth in throwaway expenditure that TION Global secured a one-off project with Ananda Developments Plc to create a bespoke, twin-sash laminar flow fume hood.
Project Name
JEPCO Development
Location
Undisclosed
Sector
Pharmaceutical Manufacturing
Client
Ananda Developments plc
Company Bio
Ananda Developments' is a leading grower and provider of high-quality, consistent carbon zero medical cannabis for the UK and international markets.
About this case study:
Brief
Ananda Developments required a bespoke fume extraction system to double as a self-contained pollination chamber that prevents cross-contamination between cannabis strains. It needs to function like a cleanroom on a smaller scale.
Solution
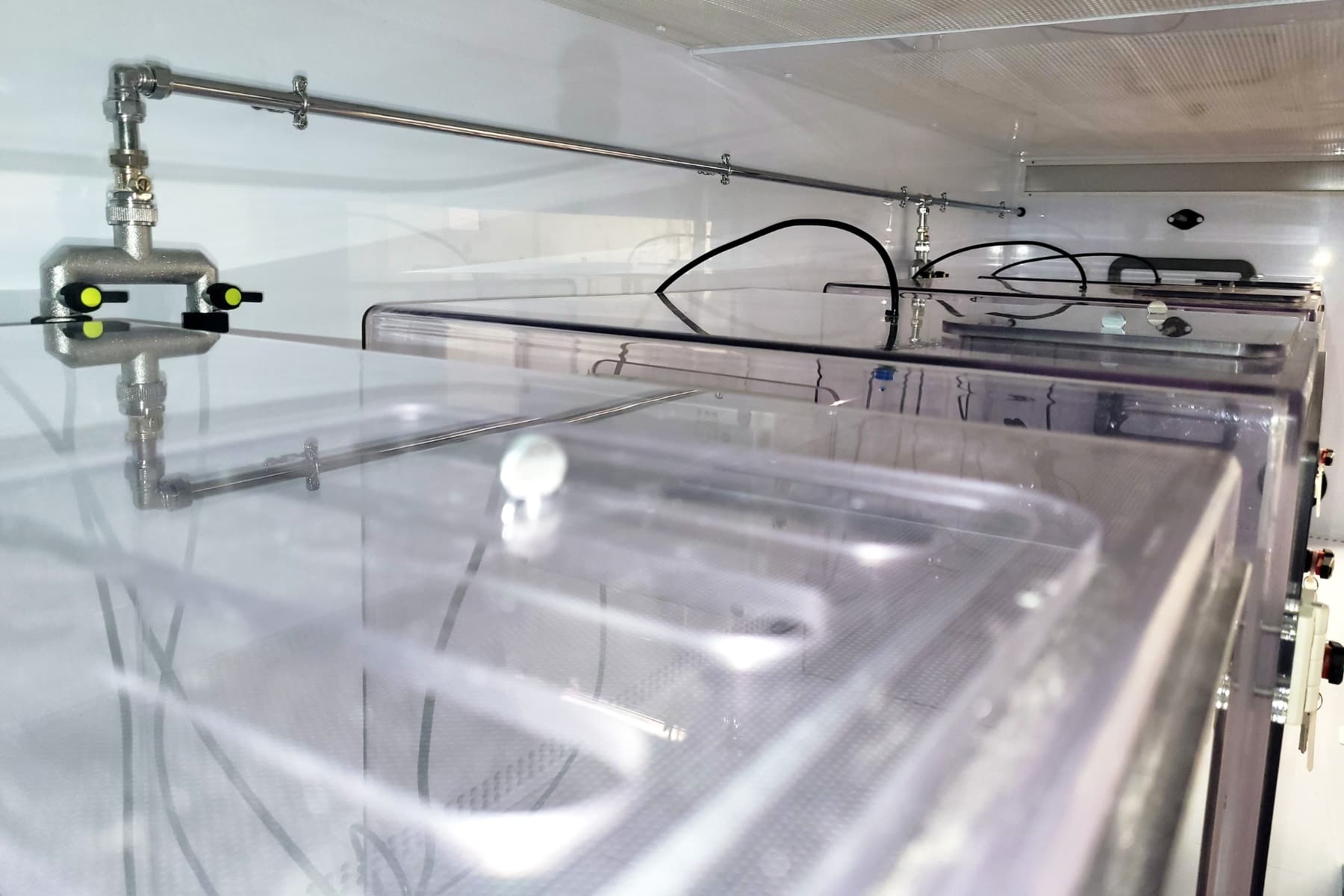
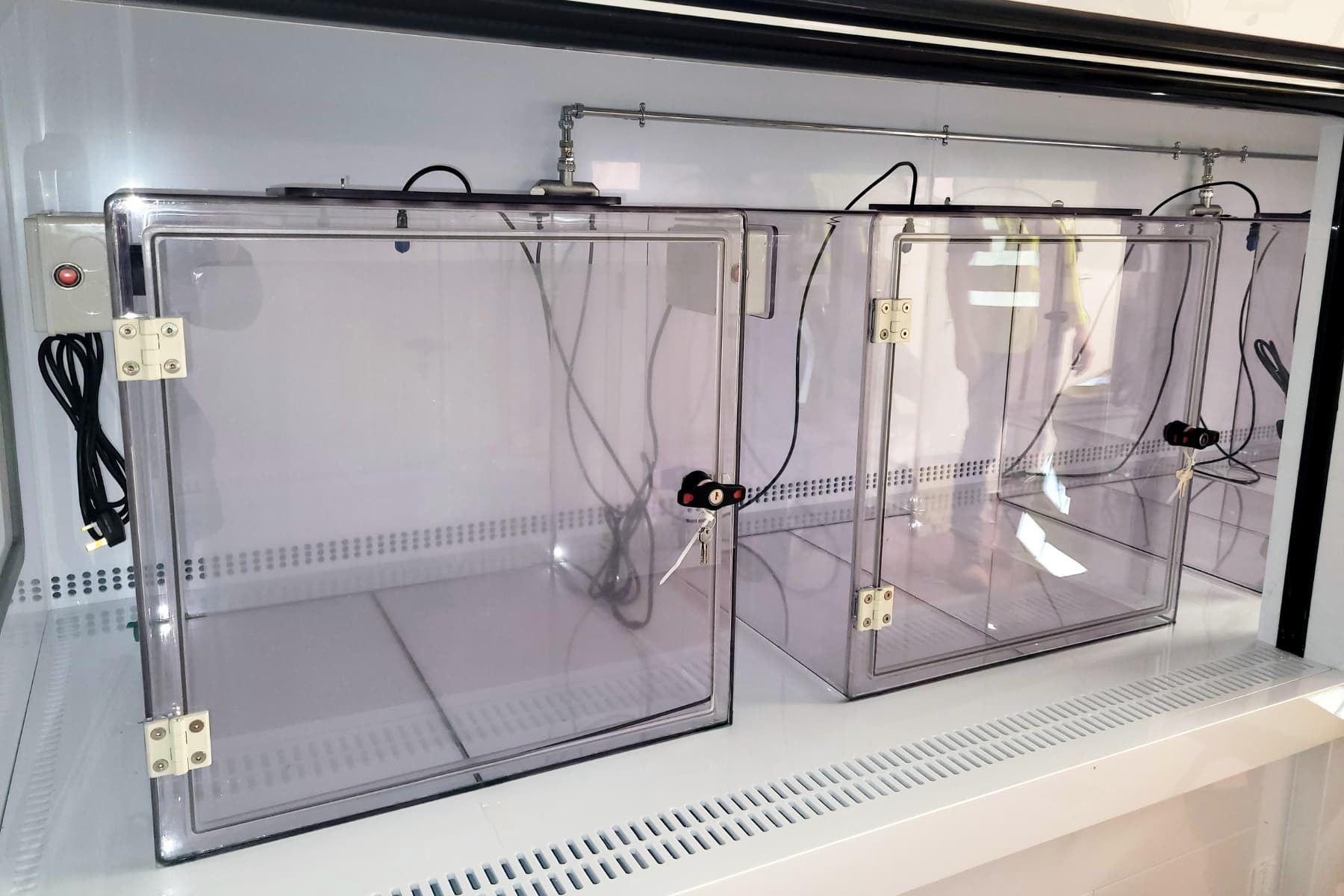
We designed a 3.5-meter-wide, twin-sash laminar flow fume hood equipped with four self-contained pollination chambers and HEPA filtration. It was connected to 10 meters of PVC duct on a CAV (constant air volume) system.
Outcome
During initial tests, the product performed well. We decided to retrofit roof-mounted sprinklers connected to an external control system, mimicking the effects of rain. This enabled staff to maintain the plants without risking contamination.
Summary
Ananda Developments PLC has been a pleasure to work with. This project allowed our solution designers to flex their creative muscles and create something unique to the pharmaceutical cannabis market. It shows TION's commitment to innovation.
“TION has the creative flair we need”
Ananda Developments PLC
Senior Manager
Equipment Used In This Project
Ducted
Ducted Fume Cupboards
Our ducted fume cupboards offer exceptional containment for a broad range of high-strength, chemical-intensive applications. We offer a selection of standard and bespoke cabinet sizes, each equipped with DW154 ductwork and a choice of mounting options.